
More “small thinking” with big paydays
In my February 2021 column, I introduced a nanotech product called NanoGalv® offered by Modumetal (www.modumetal.com). NanoGalv® is being clad onto fasteners to give them strong anti-corrosive properties.
This month, I want to cover a similar product offered by Modumetal—NanoPlex®. This product is very similar to NanoGalv®, employing the same nano-laminated alloy structure, as shown in Fig. 2 in my February 2021 column. However, unlike the zinc-nickel alloy used in NanoGalv®, NanoPlex® is a cobalt-nickel nano-laminate alloy. NanoPlex® enjoys superior corrosion resistance, as well as enhanced wear resistance in the harshest subsurface environments.
Before presenting field trials of several NanoPlex® applications, I should mention that Modumetal’s line of nickel-based nano-laminated claddings has undergone extensive testing, including:
- Cladding adhesion in accordance with ASTM B571, “Standard Practice for Qualitative Adhesion Testing of Metallic Coatings”
- Hardness in accordance with ASTM E384, “Standard Test Method for Knoop and Vickers Hardness of Materials”
- Erosive (sand) wear resistance in accordance with ASTM G76, “Erosion Testing by Particle Impingement”
- Pin on disk lubricity in accordance with ASTM G99, “Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus”
- Adhesive (block on ring) wear resistance in accordance with ASTM G77, “Standard Test Method for Ranking Resistance of Materials to Sliding Wear Using Block-on-Ring Wear Test”
- Porosity resistance (salt fog evaluation) in accordance with ASTM B117, “Standard Practice for Operating Salt Spray (Fog) Apparatus”
- Hydrochloric acid (15% (vol.)) resistance in accordance with ASTM G31/NACE TM0169, “Standard Guide for Laboratory Immersion Corrosion Testing of Metals”
- Autoclave corrosion testing in various H2S & CO2 environments, in accordance with guidelines provided by NACE TM0185.
Plunger lift pistons: As presented in SPE Paper 179923-MS, “Nano-laminated Alloys for Improved Return on Oilfield Assets,” NanoPlex® was applied to plunger lift pistons used in artificial lift applications in the Texas and Oklahoma area. The operator’s experience with conventional plungers was a life of only two months, due to corrosion and erosion. “The plunger pistons in these wells typically run 20–30 trips per day, at an average travel speed of 700 ft/min. Failure of the plunger lift systems is typically a result of adhesive wear and loss of dimensionality of the plunger piston….”
In this field trial, 4 to 6 mils of NanoPlex® were nano-laminated on a carbon-steel plunger piston and installed in three wells. NanoPlex® cladding was chosen for its ability to resist wear but to be of low-enough hardness to prevent tubing wear. In one of the test wells, the uncladded piston had to be replaced in 62 days, due to loss of OD. The NanoPlex® piston was removed from service after 135 days, with OD loss only on the leading and trailing edges of the piston. In summary, the NanoPlex® plunger piston enjoyed twice the life of the unclad plunger piston.
Production tubing wear: In another field trial presented in the SPE paper, an operator was experiencing a high rate of downhole tubing failures, due to a combination of corrosion and sucker rod-induced wear. Trials were run on four wells. Pup joints (27/8-in., 6.5-ppf, J-55) were internally clad with 0.8 mm of NanoPlex® and run into the wells at depths associated with high tubing failure rates. One of the test wells, which had an historical mean time to failure of 175 days, experienced a run life of over a year with NanoPlex® pup joints.
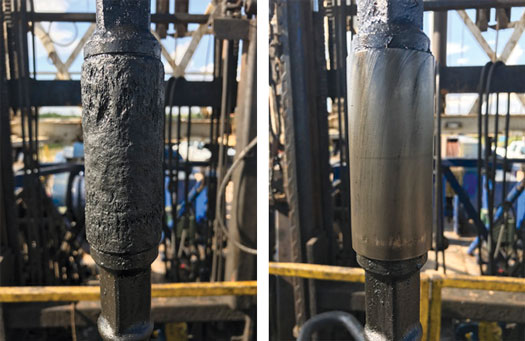
Sucker rod coupling wear and corrosion: In 2016, a field trial was run on wells that produced high concentrations of H2S and CO2, and operators were experiencing rod-part failures, due to corrosion and erosion of the sucker rod couplings. NanoPlex® sucker rod couplings were installed to improve corrosion resistance. Figure 1 shows photographs of both NanoPlex®-clad and unclad sucker rod couplings after 10 months of service. Based on the condition of the clad couplings relative to the unclad couplings, several operators elected to replace all unclad sucker rod couplings with NanoPlex®-clad couplings. Field operators experienced a notable decrease in sucker rod failures and well interventions.
Early field trials of NanoPlex® artificial lift plungers and production tubing demonstrated increased asset life over conventional steel components, affording longer uptime for operators. This paved the way for commercial deployments of NanoPlex® sucker rod couplings across a wide range of wells. Modumetal is now working with ChampionX to improve equipment reliability and lower field operating expenses.
Keep thinking small. I’ll have more nano-technologies to show you in coming columns.
About the Author:
Willard C. (Bill) Capdevielle, P.E. has 45 years of upstream industry experience. He has held various technical and managerial positions and is retired from both Mobil Oil and Hess. Bill has spent equal portions of his career supporting producing operations, in upstream technology centers, and in capital project support.
For Modumetal inquiries
Ron Helmbeck
346-388-4399